重庆机器人**力控系统
机器人打磨抛光自动化应用领域存在较强的技术门槛,需要通过很长时间摸索来累计经验和技术。大儒科技的打磨抛光系统包括工业机器人、力控系统执行机构、力控系统控制器、机器人底座、模块化打磨工站、自动更换砂纸机构等。大儒科技可以提供一整套的打磨抛光系统解决方案,客户企业只需要提供产品来大儒科技**测试,客户拿到满意的测试结果即可下单。在打磨抛光过程中发生损耗导致位置偏移、工件存在形体公差、毛刺大小不一导致的过磨或漏磨问题,力控系统可以实时追踪并修正打磨力大小及轨迹,保持与工件接触的恒定压力,降低机器人调试难度,让客户企业的员工可以更快速、简单的掌握调试方法,而不需要员工有丰富的打磨抛光经验,从而帮助企业节省更多成本。 力控系统专门用于机器人打磨使用。重庆机器人**力控系统
大儒科技力控系统目前有多个型号,适合不同打磨、抛光工作场景。力控系统柔性控制打磨过程,可根据工件公差和细微的位置偏移瞬间调整,保持力的大小在设定范围内,保证了表面效果的一致性。与机器人的完美融合,可以明显降低调试门槛,机器人只需控制打磨路径,力控系统控制打磨力,使打磨力可量化,对部分公差或形变较大的钣金、冲压、塑胶件等,仍可保证效果一致,量产可实现性高。力控系统适合不同的打磨、抛光工作场景,特别适合曲面、弧角、箱体平面等其他设备无法实现的工件环境。我们的竞争对手主要是奥地利ACF和美国的ATI,奥地利的ACF是通用性的设计,打磨抛光应用只是其功能的一部分,ATI事实上就是力传感器,不算力控系统,大儒科技的力控系统就是为打磨抛光而研发,没有冗余功能;ACF和大儒科技的力控系统在打磨抛光方面的性能相当,ACF软件应用多,操作复杂,大儒的力控系统操作简单;ATI在打磨抛光方面的性能稍弱。 原装力控系统值得推荐自动化柔性打磨系统由工业机器人本体、模块化打磨工站、自动更换砂纸工站、机器人控制系统、力控系统组成。

将其转换到激光跟踪仪坐标系下,并生成stl模型导入离线规划模块;)离线规划中可根据未打磨时模型中的三角面片中心点及其法向量确定一条直线,该直线遍历“打磨t次模型”的三角面片的中心点,求取交点,两点之间的距离便为本次打磨深度l;因此该位置打磨过量或余量为d-l;)沿着法向量方向根据打磨过量或余量修正打磨位姿成为下一次打磨位姿,并根据该次打磨量确定下一次打磨深度;)重复)、)、)步骤,完成所需打磨总量d*t。所述第9)步中,打磨结束后,使用视觉传感器再次采集完成打磨的工件模型,与未打磨的模型沿着法向量方向计算打磨高度h,则单点打磨误差为h-d*t;计算所有位置打磨误差平均值。上述技术方案中的一个技术方案具有如下优点或有益效果,通过激光跟踪仪修正初始打磨位姿,并通过视觉传感器检测每一次打磨深度并修正下一次的打磨位姿及打磨深度,既解决了人工示教造成的耗时长、效率低问题,又通过激光跟踪仪结合视觉传感器进行位姿修正提高了打磨精度,打磨精度可达。附图说明图1为本发明实施例中提供的视觉在线检测及修正的工件打磨系统的原理图;具体实施方式为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
与主动柔性的力控系统不同,被动柔顺主要利用工具或机械结构固有的柔性,结构简单但无法实现精确的恒力控制。实现机器人主动力控制主要有通过控制机械臂关节力矩进行力控制的直接力控制和利用机械臂外部的附加装置进行力控制的间接力控制这两种方法。前者适用于轻量化机械臂,安全性好;而工业机器人由于运动质量大、关节弹性、传动机构摩擦力等因素,难以实现直接力控制,因此基于力控末端执行器的间接力控方式更适用于高速重载的工业机器人。根据驱动方式可将现有的力控末端执行器分为机械式、气动式、电驱式和气电混合式。其中,机械式一般在末端执行器上安装弹簧实现被动柔顺,优点是结构简单,但其力控制精度较低。气动式通过调节气体压力来实现末端执行器的输出力,优点是具有较好的柔性、力重比大、控制简单,但存在响应慢、精度低、迟滞等缺点。电驱式是通过电机来控制末端执行器的力输出,优点是力控精度高和响应速度快,但存在质量大、抗冲击振动能力差等缺点。而传统的气电混合式结合了电驱式和气动式的优点,但仍然存在质量大的问题。在磨抛加工过程中存在力-位姿耦合问题,即当机器人存在法向偏差时,末端执行器必需要有局部位姿调整功能。 力控系统标准化法兰接口,可用于安装各种不同样式的执行工具,用于不同品牌机器人和执行工具之间。

工件表面的毛刺、颗粒,不仅很不美观,而且也影响其使用质量。传统的方式是采取人工打磨的方式进行打磨,可以消除表面的毛刺、颗粒等问题,这不仅劳动强度大,而且人工打磨不能均匀的打磨铸件的表面,一旦操作不当还会出现磨毁工件的情况。现有采用砂轮机进行打磨,但是这种机器在运转过程中噪声大,振动厉害,运转不稳定。打磨现场的噪声和粉尘污染对工人的伤害特别大。此外,大批量产品和产品换线频繁的打磨作业,对人工打磨的熟练程度、以及打磨成本效率提出了更为苛刻的要求。大儒科技的力控系统可以实现直线、圆弧、复杂曲线等路径打磨加工,力控系统还可以存储多种不同工件打磨信息,包括路径、转速、工具等工艺数据,更换产品只需要更换不同的治具和选择对应的程序,大幅提高了设备换型效率。与力控系统一起还可以配置模块化打磨工站,打磨系统的除尘设计,将打磨作业的上料、打磨、吹气、喷淋、排屑、下料等工序置于一个固定空间,净化工厂环境,有效减少职业病与人身安全等问题的发生率。 力控系统前端可搭载多种工具,如气磨机、电动磨机、电主轴等,适用于不同的应用场景。珠海力控系统值得推荐
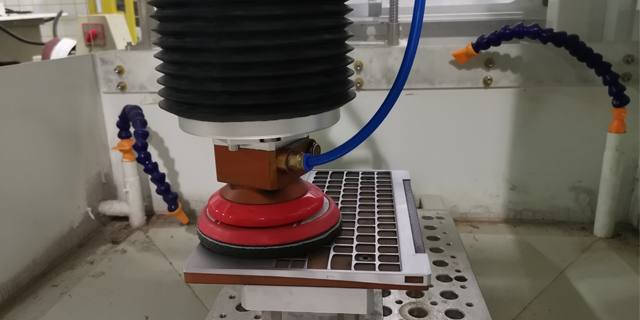
力控系统与机器人配合做打磨抛光等应用时,机器人只需要按照示教轨迹做运动,力控系统自行调整力值。重庆机器人**力控系统
获取工件在激光跟踪仪坐标下的工件数据,并进行处理生成stl模型;4)将stl模型导入离线规划模块生成n个打磨位姿,此时打磨位姿为激光跟踪仪坐标系下;5)根据离线模块中的stl模型的数量判断工件是否存在打磨,若模型数量为1则工件未打磨,则进行步骤6,使用激光跟踪仪在线修正离线规划模块生成的打磨位姿;若模型数量大于1则工件进行打磨,则进行步骤8,对上一次打磨深度进行检测,并根据打磨深度修正打磨位姿及下一次打磨深度;6)激光跟踪仪修正打磨位姿;7)修正好所有打磨位姿后,根据修正后的n个位姿进行打磨单次打磨深度d;8)过量或余量检测;9)误差检测。所述第6)步包括如下步骤:)工控机获取机器人控制权,向机器人依次发送n个打磨位姿中的一个点位信息;)激光跟踪仪自动检测末端工具上四个靶标位置,获取机器人的位姿,检测的数据信息反馈给工控机系统;)工控机根据获取的激光跟踪仪的数据信息,判断是否机器人满足定位要求,如果满足,则完成此点的机器人定位,继续向机器人发送下一个点位信息进行修正;若没有满足,则上位机将偏差再次发送给机器人,让机器人再次走位,直至完成定位满足要求。所述8)步包括如下步骤:)视觉传感器再次采集打磨后的工件数据。重庆机器人**力控系统
大儒科技(苏州)有限公司成立于2020-01-21,是一家服务型的公司。公司业务分为[ "力控系统", "模块化打磨工站", "自动化打磨系统", "柔性打磨机器人" ]等,目前不断进行创新和服务改进,为客户提供质量的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为**,发挥人才优势,打造机械及行业设备质量品牌。截止当前,我公司年营业额度达到300-500万元,争取在一公分的领域里做出一公里的深度。
上一篇: 重庆力控系统按需定制「大儒科技供应」
下一篇: 重庆本地力控系统「大儒科技供应」